





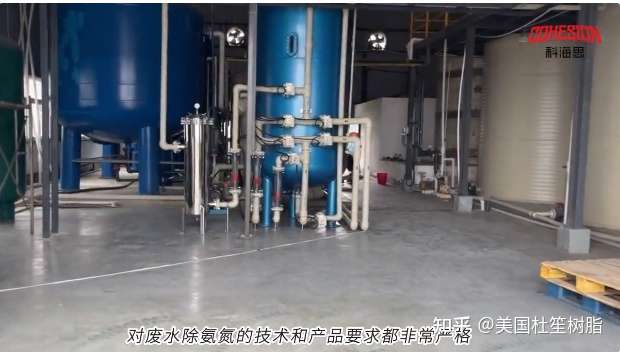
合肥某捷主要业务之一,是开发生产钴、镍、铜、锂等有色金属产品,对废水除氨氮的技术和产品要求都非常严格。
科海思使用树脂脱除氨氮系统,处理能力为20t/h。项目进水温度在60度左右,进水氨氮含量为500mg/L,出水小于5mg/L。项目进水PH值为9-10,出水PH值做到6-9。
在项目中,科海思增加2个50m出水储罐,作为排水缓冲罐。三个冷凝水储水罐独立分开,各自加装水循环泵及独立排水管道,冷凝水纷时、分罐进水,每个罐独立取样送检,合格一个罐就排放一个罐,从根源上降低环保风险。
科海思为煤化工、电镀、垃圾渗滤液等多个行业企业,提供除氨氮、除氟、除重金属以及重金属回收等多种整体解决方案。
下面一起感受下项目现场~~
除氨氮树脂T-42H
氨氮在水中以游离氨和铵根离子的形式存在,根据一水合氨与铵根的平衡关系可知,利用离子交换工艺除氨氮时pH值尽量在偏酸性(pH值6左右)环境效果更佳。
随着环保形势越来越严,对于总氮的深度处理标准也越来越严,因为地域性限制,有些污水(如:垃圾渗滤液DTRO膜产水)或者净水(如:蒸发冷凝水)的处理需达到地表三类或者地表四类水质标准,在此情况下,我司T-42H特种除氨氮树脂应运而生,对于中低浓度(500mg/l以内)的氨氮的深度去除以及高浓度氨氮(500-5000mg/l)的浓缩回收利用方面具有极佳的效果和极大的优势。
二、产品优势
1、处理精度高,氨氮含量可以做到0.02ppm以下;
2、交换容量大,最大实际交换容量可达30-40g/l;
3、化肥行业氨氮浓缩蒸发回收更具优势,树脂浓缩倍数大;
4、RO膜及DTRO膜后氨氮达标的保障措施;
5、蒸发冷凝水氨氮深度处理的最佳选择(在投资成本、运行成本、占地面积等等方面综合考虑为最佳首选工艺)。
吸附氨氮 总氮提标项目案例