一、 行业现状
清洗是指清除工件表面上液体和固体的污染物,使工件表面达到一定的清洁度。清洗过程是清洗介质、污染物、工作表面三者之间的相互作用,是一种复杂的物理、化学作用过程。清洗不仅与污染物的性质、种类、形态以及粘附的程度有关,与清洗介质的理化性质、清洗性能、工件的材质、表面状态有关,还与清洗的条件如温度、压力以及附加的超声振动、机械外力等因素有关。
在滚动轴承制造过程中,零件和成品的清洗是一个不可缺少的工艺过程,在我国轴承工业长期发展过程中,乃至上世纪九十年代中期,行业绝大多数生产企业只重视主要生产工艺装备的技术改造和技术升级,普遍轻视轴承清洗设备的技术更新。
在十几年前,行业内轴承零件和成品清洗工艺一直停留在槽式清洗和简单喷淋清洗水平上,即零件清洗采用多个普通钢槽,逐次经过煤油常温浸泡串动清洗、清水中添加清洗剂加热浸泡串动清洗、流动清水冲洗和清水中添加防锈剂浸泡防锈等;成品清洗采用链带输送式清洗机,进行煤油喷淋清洗。无论是清洗槽,还是清洗机,所用清洗液均是一次添加,周期排放,在使用过程中无任何过滤措施。
到上世纪九十年代后期,随着国内外轴承市场竞争加剧,迫使轴承制造企业花大本钱提高工艺装备水平,提升成品工作性能,特别是家用电器所用低噪音轴承和高精密航空航天等特殊用途轴承对成品轴承的清洁度要求极其苛刻,原有的清洗方式难以保证用户对轴承性能的要求。对于小批量产品,一些企业常采用汽油作为清洗介质,进行人工清洗。对于大批量产品,人工清洗方式就不时用了。
经过十几年来的不断发展进步,行业轴承清洗设备的技术状况得到了长足的改善,目前大批量生产的轴承产品,其零件和成品清洗已实现了机器清洗。所用清洗机从清洗方式上主要分为喷淋式和超声波式,从工件传送方式上主要分为输送链带式和气缸步进式,从清洗过程上主要分为连续移动清洗式和工位步进清洗式。微型和小型轴承多采用喷淋和超声波相结合的清洗方式,中大型和中小型轴承多采用喷淋清洗方式;零件清洗多采用输送链带连续移动清洗机,成品清洗多采用气缸步进工位清洗机。
零件和成品清洗所用的清洗介质以煤油为主,个别微型轴承生产企业所用的超声波清洗机采用三氯乙烷或碳氢清洗液作为清洗介质。上述清洗介质用于轴承清洗,均有令人不满意之处,煤油清洗效果尚好,但存在火灾危险和环境污染缺陷;三氯乙烷清洗效果好,但有较大毒性,若防护不好,对操作工人有毒害;碳氢清液洗效果也很好,但火灾危险性更大。

清洗液过滤分类介绍
1.过滤分类
过滤是在压力差作用下,通过多孔介质从流体中分离固体颗粒的过程。过滤时用来截留固体颗粒,具有渗透性的介质,称为过滤介质。
过滤分为四类:
(1)滤饼过滤,过滤介质表面截留的固体形成滤饼后,即由滤饼层代替过滤介质截留固体,而过滤介质只起支撑作用,过滤过程中滤饼层不断加厚。
(2)深层过滤,用一定厚度的颗粒状物质作过滤介质,过滤时固体颗粒进入过滤介质的空隙,并在分子力和电子力的作用下附着在空隙中,液体则通过过滤介质。与滤饼过滤不同,固体颗粒主要聚集在过滤介质的内部而不是其表面。固体颗粒聚集到一定程度需清洗过滤介质。深层过滤用于过滤含细小颗粒的稀悬浮液(质量分数低于0.1 %)。
(3)袋式过滤,用过滤袋作为过滤介质的过滤称为袋式过滤。袋式过滤是一种新型过滤方式,袋式过滤精度高、流量大、方便更换过滤袋等优点。
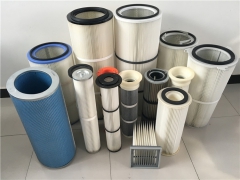
(4)滤芯过滤,用滤芯作过滤介质的过滤称滤芯过滤。滤芯是筒状结构的过滤元件,可由纤维材料、羊毛、滤纸、编制物或多孔介质加工制成。大部分滤芯供一次性使用,不可清洗。滤芯过滤介于滤饼过滤和深层过滤之间,通常用于含微量细颗粒悬浮液的精滤。
(5)膜过滤以厚度在0. 1一(1. 2mm,有众多微孔的薄膜为过滤介质进行过滤。膜过滤包括微孔过滤和超滤。应用膜过滤可以从液体中滤去0. 001一10μm的大分子和微粒。
轴承清洗液过滤
目前,清洗介质的过滤,多是单机自带过滤系统,过滤器为筒式结构,内装滤芯。过滤精度一般采用10μm,5μm,3μm,1μm,0. 5μm。单机自带过滤系统存在严重不足,特别是对于高压大流量喷淋清洗,不但清洗介质发热不宜散去,长期运行介质过热,易变质,而且选择较高过滤精度的滤芯,滤芯更换周期短,费用大。
轴承清洗液设备的发展方向
1、清洗介质由单一煤油介质,向依据清洗方式和清洗工件清沽度要求的不同,采用水剂、三氯乙烷、碳氢清洗液等多元化方向发展。
2、清洗介质的过滤系统由单机循环向集中循环方向发展。