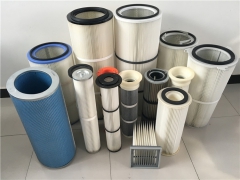
1、过滤滤芯加工工序为:下料、折叠、压折、夹边、组装、粘接、包装,精度要求较高时必须要做冒泡试验,特殊结构或材料需要固化。
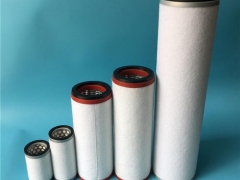
2、分离滤芯加工工序为:下料、裹绕、夹边、组装、粘接、包装。
3、聚结滤芯加工工序为:下料、缠绕、折叠、固化、夹边、组装、粘接、包装。(工业聚结滤芯不需折叠)
4、吸附滤芯加工工序为:下料、缠绕、组装、固化、粘接、包装。
质量方面实行首检与互检(下道工序检上道工序),不合格不予接受。
1、下料时注意滤材支撑网选取是否正确,滤材型号与图纸要求是否一致,滤材应无污损,喷涂层均匀(不得有破环)
2、折叠式注意滤材的进出油面,严格控制折高和折数。折数应比图纸多1~3折,折高均匀、折线过渡圆滑、折峰平行 ,不允许出现死折和破坏滤层,每层的滤层两边对齐。
3、植物纤维纸中有15%~20%的树脂,为提高其强度挺度需要固化到位。
4、夹边工具为扁嘴钳和刻丝钳。夹边时用力均匀,不得破损滤材,夹边搭接不许错位,折间距均匀,夹边牢固,修剪过的滤材组建边缘无毛刺,且修剪折数为图纸要求数量。
5、胶缝要求均匀,严禁脱胶不允许胶质流到搭接缝隙之外,不允许胶质在搭接的缝隙中有气泡,胶质要完全固化,待胶固化后,清理多余金属网头。
6、组装时选取骨架,胶峰处应于骨架焊接搭边出对齐,除去多余金属丝,保持其外形美观。
7、粘接需要挑选端盖,镀层不均匀的端盖不允许使用,注意胶质是否将端盖骨架滤材粘接牢固,外流的胶质要擦拭干净,不得有脱胶保持端面和工作台清洁。胶质充分固化后方可进行下道工序,粘接后滤芯的垂直度、平行度要符合图纸的要求。
8、包装前检查滤芯的质量,然后按图纸要求选取密封件、包装袋、包装盒,滤芯按要求写好标识待检(要自己首检再让质检部检测和签字)后方可包装。在包装过程中包装袋不允许有破损,包装盒和滤芯标识字迹清晰、美观,方可打包入库(运作中轻拿轻放,以免磕碰)。